


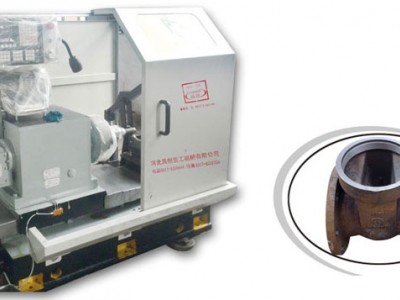


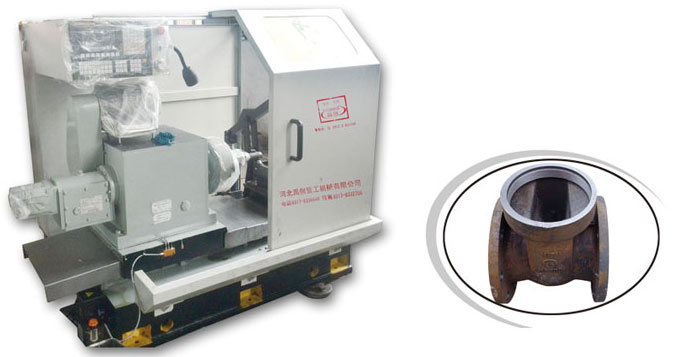
阀门单面数控镗车床特点:
阀门单面数控镗车床采用数控系统控制,操作简单,快捷。加工速度快,提高加工效率,节省人工,降低成本。
阀门单面数控镗车床优点:
1、阀门单面数控镗车床适用于各种阀门:适用于各种阀体、管件的端面,外圆,平面及内孔的加工、加工效率高、减少人工,加工尺寸统一性高,操作简便。机床可以加工三个法兰面夹角成九十度的任意阀体、两法兰面在同一直线上的阀体、单独加工一个法兰面的阀体。
2、加工尺寸统一性高:本机床 采用数控控制系统无需重复对刀,从而提高尺寸的统一性。
3、加工效率高:在加工过程中数控机床采取动力头同时工作的方式可以在同一时间内完成整个阀体三端法兰面、端面、水线的加工。所需时间在1-3分钟。
4、减少人工:可一人同时操作两台车床或者同时操作一台车床与一台钻床。
5、操作简便:机床采用数控系统,有数控操作经验者一学即会。
 阀门专用机床电气控制的研究策略与补偿误差技术
阀门专用机床电气控制的研究策略与补偿误差技术其一、阀门机床电气控制的研究策略
决定电气控制系统的和可靠因素在于阀门机床的电气控制方式。因此,研究PLC阀门机床的电气控制方式十分重要。
整个电气控制系统较重要的部分就是软件设计,软件设计也是硬件结构的核心。阀门双面机床运行在SIMOTION中的软件为下位机软件,上位机接收数据并控制执行部件工作,同时完成机床状态的检测。当轴组装好以后,即可通过程序进行操作,而SIMOTION的内部程序是由操作系统调用的。工控机主要是读取文件信息,然后把数据传递给SIMOTION,SIMOTION收到数据便会控制电动机模块驱动电动机,从而带动工作台进行位置控制;与此同时,光栅尺检测到工作台的信息,再传递给SIMOTION,这样就可以对工作台进行位置调整。然而,光栅尺的信号无法直接被SIMOTION所识别,需要将光栅尺在传感器下进行识别,再次传递给SIMOTION,才能完成整个过程;较后使工作台的工作状态通过多个传感器(断刀检测器、检测器)检测,并传人电气控制系统。需要注意的是,传感器的信号也先经过ET200到达SIMOTION中进行信号处理,才能被传入电气控制系统。
总而言之,伴随着数控技术的不断发展,将PLC技术融人其中,使得逻辑处理的能力越来越完善,应用也越来越广泛,一套合理完整的基于PLC的阀门机床电气控制系统的设训一对于生产的应用起到大的促进作用,同时,PLC的阀门机床电气控制系统在成本与功能上也存在较多优点,只是,就目前我国的科技发展水平而言,要想佣有为成熟和完善的基于PLC阀门机床电气控制系统还存在较多的制约因素,由此可见,对基于PLC阀门机床电气控制系统的设计对于现实的生产加工、工艺精度以及生产效率等方面都有着不容忽视的重要意义。
其二、阀门机床补偿误差技术
加工过程中出现的误差对产品的质量产生直接影响,所以随着对加工产品质量要求的不断提升,对产生误差的重视程度也越来越高。阀门机床加工所采用的补偿误差技术,能够较大程度减小误差和误差对产品造成的影响,这需要对产生误差的原因进行深入研究。床身、立柱、主轴以及各种导轨等是组成阀门机床的重要部分,这几部分都可能在生产中产生误差,补差误差技术主要体现在误差建模、误差测量和误差补偿三个方面。其中较基础的技术是误差建模,这包括误差元素建模和综合建模两项内容,其次是误差测量技术,这包含直接测量和间接测量,这两项工作都是为较后的误差补偿技术创造条件。根据时间可以将误差补偿技术分为离线补偿和实时补偿,前者是以测量的误差为依据,在后期进行机床的误差补偿,这只适用于机床产生的稳定误差。如果是因温度等原因产生的误差进行实时补偿,研究补差误差技术是让补偿误差工作加、简便和准确。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。数控镗车床、双面数控镗车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。